XIAMEN ACEY NEW ENERGY TECHNOLOGY CO., LTD.
![$this->product_detail['product_name']](/uploadfile/category/99773fe8081282b4baf3e9daad072524.jpg)

ACEY-PAL-ESS Automatic Battery PACK Assembly Line is designed for commercial and industrial energy storage, residential energy storage, and outdoor energy storage applications. Compatible with 50–314Ah prismatic cells, the line covers automatic cell loading and testing, module stacking, compression and clamping, polarity detection, automatic module welding, and PACK unloading, enabling efficient, stable, and continuous battery PACK production.
Brand:
ACEYItem No.:
ACEY-PAL-ESSCompliance:
CE CertifiedWarranty:
One-year warranty with lifetime supportOrder(Moq):
1Payment:
T/TProduct Origin:
ChinaLead Time:
7-35 daysAutomatic Lithium Ion Battery Pack Assembly Line For Energy Storage System
Product Overview
ACEY-PAL-ESS Automatic Prismatic Battery Pack Assembly Line is designed for the production of prismatic lithium battery modules using 50–314Ah cells. The line combines automatic testing, CCD inspection, laser cleaning, laser welding and conveyor transfer with flexible manual assembly workstations.
It is suitable for 8S1P and 8S2P battery modules and can be customized according to cell dimensions, module structure, busbar design, production capacity and factory layout.
Applications
This prismatic battery pack assembly line can be used for:

Cell and Pack Information
| Blueprint Battery Cells And Compatibility | ||||||
| Cell | Model | L(Mm) | W(Mm) | H(Mm) | Weight(Kg) | Remark |
| Model | 314AH | 173.2 | 71.4 | 207.2 | 5.5 | ±0.2mm |
| Model | 280AH | 173.2 | 71.4 | 207.2 | 5.5 | ±0.2mm |
| Compatible | Compatible with 50-314AH prismatic battery cells | |||||
|
Compatible size of battery pack |
Dimensions (length x width x height) mm | Weight compatibility |
| 8S1P | Max compatible dimension 1000X600mm | ≤500kg |
| 8S2P |
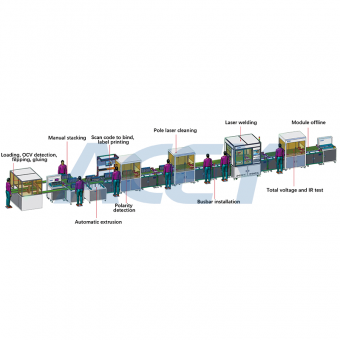
Production Process
Manual cell loading → Automatic OCV and internal resistance testing → Automatic cell sorting and NG rejection → Manual cell transfer and module stacking → Automatic module pressing and manual steel strip or PET tape installation → CCD polarity detection → Terminal addressing and laser cleaning → NG discharge → Manual busbar installation → Automatic busbar laser welding → Manual post-weld cleaning and inspection → Finished battery module unloading
Note: The yellow part is the automatic workstation, and the rest is the manual workstation
Workstation Planning

| Detailed explanation of the process steps | |
| 1 | Manually place the battery cells into the feeding port |
| 2 | Sorting OCV Test/NG |
| 3 | The battery cell flows the corresponding parameters into a channel |
| 4 | Manually place the battery cells on the logistics line for stacking and grouping |
| 5 | Battery module extrusion sleeve steel strip |
| 6 | Polarity detection and laser cleaning workstation |
| 7 | NG transfer station |
| Manual installation of busbar | |
| 8 | Automatic laser welding |
| 9 | Manual post weld cleaning |
| 10 | PACK offline |
Production Line Specifications
| Cell Type | Prismatic lithium battery cell |
| Cell Capacity Range | 50–314Ah |
| Reference Cell Models | 280Ah / 314Ah |
| Reference Cell Dimensions | 173.2 × 71.4 × 207.2 mm |
| Reference Cell Weight | Approximately 5.5 kg |
| Module Configuration | 8S1P / 8S2P |
| Maximum Pack Dimensions | 1000 × 600 mm |
| Maximum Pack Weight | ≤500 kg |
| Production Capacity | 6–8 PPM |
| First Pass Yield | ≥98% |
| Final Yield After Rework | ≥99.5% |
| Single-Machine Failure Rate | ≤2% |
| Single-Machine Utilization Rate | ≥98% |
| Production Changeover Time | ≤4 hours |
| Power Supply | Three-phase five-wire, 380V ±10%, 50Hz |
| Total Line Power | Approximately 50 kW |
| Compressed Air | 0.5–0.8 MPa |
| Ground Load Capacity | ≥650 kg/m² |
| Operating Temperature | 15–35°C |
| Relative Humidity | 40–85% RH |
| Reference Line Footprint | Approximately 18,800 × 3,570 mm |
| Reference Equipment Height | Approximately 2,560 mm |
Main Equipment
1. OCV Sorting Workstation
Battery cells are manually placed on the feeding conveyor and automatically transferred to the testing position. The system performs OCV and internal resistance testing before sorting the cells into corresponding channels.
Cells that fail the test are automatically transferred to the NG buffer area. An alarm is activated when the buffer becomes full.
Main functions include:

2. Stacking and Pressing Workstation
After the cells are manually stacked on the tooling pallet, the module is transferred into the pressing station.
The electric cylinder applies controlled pressure to the battery module. Both pressing force and travel distance can be adjusted according to the module structure.
Main functions include:

3. Polarity Detection and Laser Cleaning Workstation
The module is transported into the workstation by the conveyor system. Sensors detect and position the incoming pallet before the inspection process begins.
A barcode scanner identifies the module, while the three-axis gantry moves the CCD camera and laser cleaning head across each cell terminal.
Main functions include:

4. Automatic Laser Welding Workstation
The module pallet is automatically positioned inside the laser welding station. The barcode scanner reads the module information, and the gantry system moves the camera and welding galvanometer to each welding position.
The ranging system automatically adjusts the working distance, while the vision system identifies reference points before welding.
Main functions include:

Modular Line Tooling Tray
The tooling tray transports and positions the battery module throughout the production line.
The tray can be customized according to the cell size, module arrangement and busbar dimensions.
1) The tray measures 1200mm x 600mm and is compatible with 280-320AH (2P8S);
2) It uses 20mm bakelite insulation, ensuring durability and preventing stripping of screws during fixture replacement;
3) The busbar fixing plate is designed with fiberglass board, tailored to the busbar dimensions, ensuring the busbar remains stationary while moving on the production line. This allows for fully automated laser welding without operator supervision.

1. Each workstation is equipped with an electronic ESOP touchscreen, accommodating A3 and A4 paper (landscape orientation, adjustable).
2. Each workstation is equipped with LED lighting and an independent switch button.
3. The entire conveyor line is equipped with a single electrical control cabinet, driven by a PLC and featuring a touchscreen, allowing manual selection of any workstation.
4. The conveyor line structure is a vertical circulating system, with two drive units on each level, all equipped with frequency converters and adjustable speeds via the touchscreen.

Factory Installation Requirements
| No. | Items | Parameter |
| 1 | Power Supply | Three Phase Five Wire 380V ± 10%, 50Hztotal Power Of The Entire Line Is About 50Kw |
| 2 | Gas Source | Compressed Air: 0.5-0.8Mpa (Every 10 Meters At The Air Source Interface) |
| 4 | Ground Bearing Capacity | ≥650kg/㎡; |
| 5 | Environment | Temperature 15-35 ℃, Relative Humidity 40% -85% R.H |
| 6 | Other |
There Is No Severe Vibration Source, No Severe Dust, And No Corrosive Or Explosive Gases In The Surrounding Environment. |
*What Battery Cells Can This Assembly Line Process?
The standard production line is compatible with 50–314Ah prismatic battery cells. The reference configuration is designed around 280Ah and 314Ah cells.
*Is This A Fully Automatic Battery Pack Assembly Line?
This configuration combines automatic and manual workstations. OCV testing, cell sorting, CCD inspection, laser cleaning, NG rejection, conveyor transfer and laser welding are automated. Cell loading, stacking, busbar installation and final unloading are completed manually.
The automation level can be upgraded according to the production requirements.
*What Battery Module Configurations Are Supported?
The reference line supports 8S1P and 8S2P modules. Other module configurations can be developed by adjusting the tooling trays, fixtures and control programs.
*How Is Welding Accuracy Controlled?
The laser welding workstation uses visual positioning, barcode identification, automatic ranging and programmable gantry movement to locate each welding position before welding.
*Can The Line Be Customized For Different Busbars?
Yes. The busbar positioning plate, welding path, laser parameters and tooling fixtures can be customized according to the busbar dimensions, material and module design.
*What Information Is Required For A Customized Solution?
Please provide the cell dimensions, cell capacity, module configuration, busbar drawing, required production capacity, factory layout and preferred automation level.
 Lithium Ion Battery Manufacturing Machines Cylindrical Battery Pack Line
Lithium Ion Battery Manufacturing Machines Cylindrical Battery Pack Line
Acey New Energy can offers the whole cylindrical battery pack assemble equipments for battery laboratory research and manufacturing.
 Automatic Lithium Ion Battery Insulation Paper Sticking Machine For Cylindrical Cell
Automatic Lithium Ion Battery Insulation Paper Sticking Machine For Cylindrical Cell
ACEY-BS01 is an automatic equipment for pasting barley paper on cylindrical batteries.
 Automatic 5 Channel Cylinder Batteries Sorting Machine For 18650 Battery Pack Line
Automatic 5 Channel Cylinder Batteries Sorting Machine For 18650 Battery Pack Line
ACEY-AS5S can automatically sort the batteries according to the specified requirements, and has the characteristics of rapid and accurate sorting.
 11 Channel 18650-32700 Lithium Battery Cell Sorting Machine For Cylindrical Cell
11 Channel 18650-32700 Lithium Battery Cell Sorting Machine For Cylindrical Cell
ACEY-AS11S Battery sorter can automatically sort the batteries according to the specified requirements, and has the characteristics of rapid and accurate sorting. Auto sorting machine fundamentally avoids unreliable factors such as human misoperation and misclassification in the battery sorting process, and improves the quality and efficiency of battery sorting.
 11 Channel Battery Sorting Machine For Battery Internal Resistance and VoltageTesting
11 Channel Battery Sorting Machine For Battery Internal Resistance and VoltageTesting
This 18650 battery automatic sorting machine is used for cylindrical battery pack assembly line.
 Multifunction 2 In 1 Insulation Paper Sticker And Sorting Machines For Battery Pack Assembly
Multifunction 2 In 1 Insulation Paper Sticker And Sorting Machines For Battery Pack Assembly
The cylindrical 18650 battery automatic sticker sorting machine is a test sorting device for checking the internal resistance and voltage of the cylindrical battery after the surface mat, and comes with a high-precision internal resistance and voltage automatic test system.
 Single Side Fully Automatic Electric Spot Welder For Cylindrical Battery Pack Welding
Single Side Fully Automatic Electric Spot Welder For Cylindrical Battery Pack Welding
ACEY-S200B is suitable for battery pack spot welding and assembly in the factory for 14500 / 18650 / 21700 / 26650 / 32700 multi-parallel multi-series combination.
 Automatic Single Side Rotary 18650 Lithium Battery Pack Spot Welding Machine
Automatic Single Side Rotary 18650 Lithium Battery Pack Spot Welding Machine
ACEY-S200C with welding head rotation function, is suitable for battery pack spot welding and assembly in the factory for 14500 / 18650 / 21700 / 26650 / 32700 multi-parallel multi-series combination.
703, 7F, Zhonghengji Building, No.223, Qishan North Road, Huli District, Xiamen, Fujian, China
Email : allen@xmacey.com
Tel : +8618950009155
Whatsapp : +8618950009155