
XIAMEN ACEY NEW ENERGY TECHNOLOGY CO., LTD.

Categories
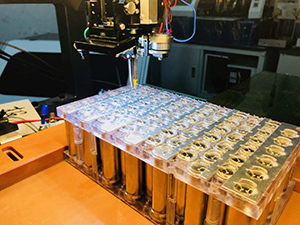
Introduction of Ultrasonic Aluminum Wire Welding Machine
July 03 , 2023
Introduction of Ultrasonic Aluminum Wire Welding Machine
Introduction
Ultrasonic welding, also known as "bonding", is a special welding method that uses mechanical vibration energy of ultrasonic frequency (16-120 kHz) to connect the same or dissimilar metals, semiconductors, plastics and ceramics. Ultrasonic welding has been widely used in the production of integrated circuits, capacitors, shielding components of ultra-high voltage transformers, micro-motors, electronic components, batteries, and plastic parts. Compared with traditional welding technology, ultrasonic welding technology has the advantages of high speed, high efficiency and high self-automation, and has become the basic technology for interconnection in semiconductor packages.
The basic principle of ultrasonic pressure welding
Ultrasonic energy is mechanical vibration energy that operates at frequencies above sound waves (normal human hearing has an upper frequency limit of 18 kHz). The frequency of ultrasonic bonding used in semiconductor packaging is generally 40 kHz to 120 kHz. Ultrasonic pressure welding is a solid-phase welding method. This special solid-phase welding method can be simply described as: at the beginning of welding, the metal material undergoes strong plastic flow under the action of friction, forming a bond between pure metal surfaces. Contact creates the conditions. The temperature rise and high-frequency vibration of the junction area further cause the atoms on the metal lattice to be activated. Therefore, when metal atoms with covalent bonding properties are close to each other to a distance measured in nanometers.

The research on the welding process shows that friction, plastic flow and temperature are the three main interdependent factors to achieve ultrasonic welding, among which friction plays a leading role, which is not only the main heat source in welding, but also by eliminating the oxide film for pure Contact between metal surfaces creates conditions.
The energy required for ultrasonic welding friction can be expressed by the following formula:
E=∫μPvdt[5]
In the formula: μ-friction coefficient; P-the vertical pressure on the welding head; v-the vibration speed of the welding head;
Among them: v=4Af In the formula: A-the amplitude of welding head; f-ultrasonic vibration frequency; t-welding time.
In the actual production of ultrasonic pressure welding parameters, since the friction coefficient is related to the welding material, the welding head, the surface state of the weldment and the surface state of the weldment, the method of clamping the weldment, etc., it can be regarded as a constant, and the pressure P is related to the shaking of the welded material. It is related to the fluidity limit, and also related to the hardness, thickness of the weldment material and the amplitude of the welding head; it is usually expressed by bonding force, which is controlled by the pneumatic pressure provided by the machine, so it is easy to adjust accurately. The amplitude is selected by the amplifier (horn) and the design of the welding tool. It can be automatically and accurately controlled and adjusted by the supply of electric energy, expressed in energy bonding power. Once the geometric size of the welding head horn is determined, then The inherent resonance frequency is determined. Therefore, the frequency is often fixed and known when the machine is designed. The welding time is represented by the bonding time, which can be precisely controlled by the electrical aspect.
Therefore: the energy required for ultrasonic welding friction can be written as:
E=μf∫PAdt
So there are 3 basic process variables: amplitude (energy), pressure (force) and time. These variables are closely related to energy because the ultimate goal of the process is to split and disperse the oxides by supplying enough energy to form layers opposite each other at atomic distances. In addition, in the actual semiconductor packaging manufacturing process, auxiliary heating is often used to promote plastic deformation, and the method of controlling temperature is relatively simple. Therefore, temperature is often controlled as a process variable.
In fact, the ultrasonic pressure welding process in the field of semiconductor packaging is often divided into two categories: thermosonic and cold ultrasonic welding. The so-called thermosonic welding often needs to use heating to heat the workpiece through a heating block, so welding Temperature often becomes the process parameter that needs to be controlled.
In addition, this process needs to pre-fire the end of the welding wire (mainly gold wire) into balls through spark discharge and surface tension, so it becomes gold wire ball pressure welding, so the control of discharge current, time and distance is also required relatively high.
Acey new energy is a professional supplier specialized in Lithium Battery Pack Assembly Machine, such as battery capacity grading machine, battery insalution paper sticking machine, battery sorting machine, BMS tester, battery spot welding machine, laser welding machine, ultrasonic aluminum wire bonding machine, battery comprehensive tester, battery pack charge and discharge aging tester, etc and we provide one-stop solution for cylindrical battery pack assembly line. If any interested, please feel free to contact us.
703, 7F, Zhonghengji Building, No.223, Qishan North Road, Huli District, Xiamen, Fujian, China
Email : allen@xmacey.com
Tel : +8618950009155
Whatsapp : +8618950009155















