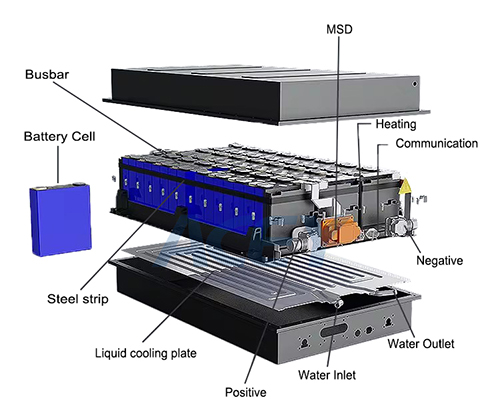
Battery Pack Assembly Process Series 2 - Module Stacking And Extrusion
1. Key Steps of Module Stacking
Module assembly is the process of combining multiple cells according to a predetermined design and structure to form a battery module with specific functions and performance. In this process, the cells are tightly integrated together through various connection methods (such as welding, mechanical fixing, etc.), and auxiliary materials such as heat shields and insulating sheets are added to ensure the excellent performance of the module in terms of electrical performance, thermal management and safety.
1.1 Module Stacking
Operation Purpose: Combine the cells in the correct series-parallel arrangement while ensuring the electrical connection and mechanical stability between the cells.
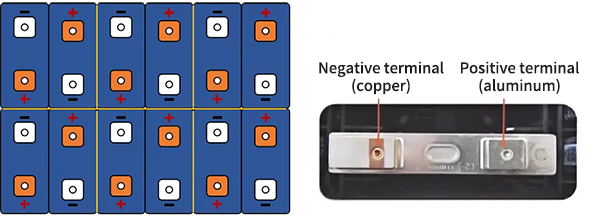
Generally, the negative electrode of lithium-ion cells uses copper metal and the positive electrode uses aluminum metal. The arrangement of the cells inside the module is designed according to the required voltage and capacity of the battery pack.
For example, the required capacity and voltage of a certain energy storage battery pack are 314Ah and 332.8V, so that 104 cells can be connected in series in the battery pack (the nominal voltage of the lithium iron phosphate cell is 3.2V), divided into 4 modules of 26 strings, and the capacity of a single cell is 314Ah, so the battery pack is 1P104S and the module is 1P26S. Specifically inside the module, the alternating arrangement of the positive and negative poles of the cells can conveniently use the series aluminum bars, which can be reliably connected in series by Laser Welding Machine For Lithium Ion Batteries.
*The production process must avoid polarity arrangement errors, which may cause damage to the battery module, performance degradation, and even safety accidents.
Polarity inspection method: polarity detection tooling or CCD visual detection

In this module stacking process, automated assembly technology plays a vital role. Automated equipment can accurately place the cells in the predetermined position and achieve efficient and stable stacking operations through robotic arms, conveyors and other devices.
In order to further improve the performance and safety of the module, heat insulation sheets and insulating sheets will be added during the stacking process. The heat insulation sheets and insulating sheets are attached to the large surface of the battery cell through adhesive, which can play a certain role in fixing the battery cells between modules and prevent them from falling during the lifting process.
1.1.1 Automated assembly of heat insulation sheets: "firewall" under high temperature
Core function
The heat insulation sheet is usually made of high-performance insulation materials, such as ceramic fiber or special polymer composite materials, which can effectively reduce the heat transfer between the battery cells, form a thermal barrier between the battery cells, prevent the spread of thermal runaway, and withstand temperatures up to 1200℃, preventing battery performance degradation or safety hazards caused by local overheating.
1.1.2 Intelligent installation of insulation sheets: "traffic police" of current
Material selection
Use materials with excellent insulation properties, such as polyimide film (voltage resistance > 3kV), epoxy resin board or Teflon, with a thickness of usually 0.2-0.5mm, to prevent short circuits between battery cells and ensure the electrical safety of the module.
The insulating sheet and thermal insulation sheet are generally pasted alternately between the battery cells of the module to ensure that the battery cell temperature is balanced and the force is uniform.
2. Extrusion Shaping
Battery Stacking and Extrusion Machine is a key equipment in module assembly. It aims to tightly fix the stacked battery cell module with end plates, steel strips and other structural parts through physical pressure to enhance the overall structural stability and electrical performance of the module. The process of extrusion shaping is as follows:
2.1 End plate installation and automatic extrusion
After the battery cell stacking is completed, the module will enter the automatic extrusion station. The end plate is installed on the extrusion tooling, which is driven by an electric cylinder and cooperates with a pressure sensor to monitor the size of the pressing force in real time. When the clamping force reaches the preset value, the control system will automatically stop extrusion and maintain the current state.
Material innovation:
-
Extruded aluminum alloy end plate (compressive strength > 300MPa), 40% lighter than steel.
-
Carbon fiber composite end plate, thermal expansion coefficient matches the battery cell to reduce temperature deformation.
Operation purpose:
-
Controlling the length of the module is to avoid module offset during welding and to ensure that the module can be smoothly boxed and installed during the subsequent finished product assembly process.
-
Controlling the flatness of the pole is to control the gap between the busbar and the pole within a certain range to ensure the consistency of welding quality and avoid abnormalities such as cold welding, large spatter, and molten pool collapse caused by excessive gap.
-
Controlling the bottom flatness is to ensure that the module is in full contact with the thermal conductive material at the bottom (such as heating film, thermal pad, etc.) to control the temperature difference problem of the module during thermal management.
2.2 Steel strap fastening
Then, the worker puts the steel strap or strapping tape on the module to prevent displacement or deformation during subsequent transportation and assembly. It can also optimize the contact resistance between the battery cells and improve the electrical performance and charging and discharging efficiency of the module.
During this process, parameters such as extrusion pressure, speed and module size must be strictly controlled and uploaded to the MES system for traceability.
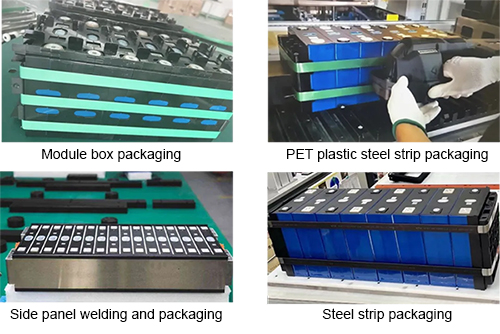
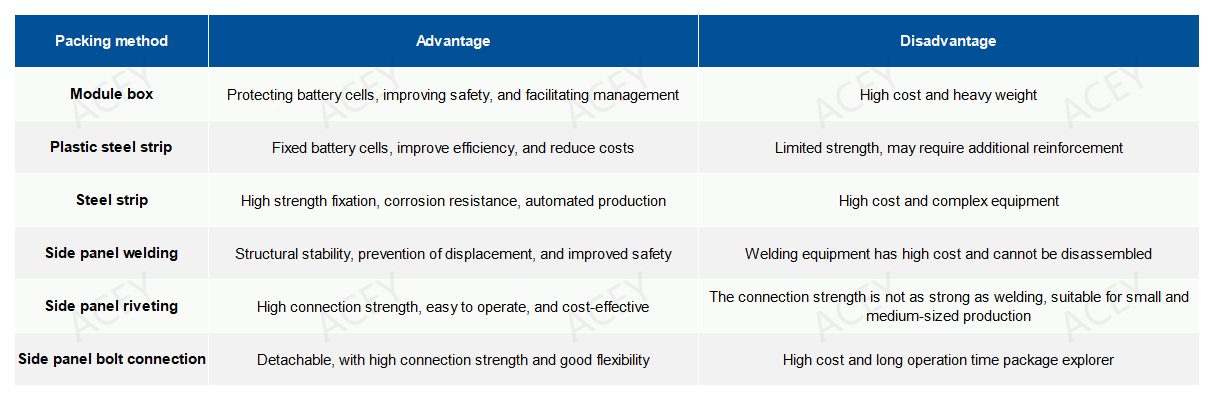
3. Module Packaging
The module packaging method has an important impact on the performance, safety and production efficiency of the module. Common packaging methods include: module box, plastic steel strip, steel strip, side panel welding or riveting or bolting
Operation purpose:
-
Fix the battery cells in the module and provide sufficient structural stability
-
Limit the module size to prevent the module size from rebounding after extrusion, so that it can be smoothly boxed
4. Automation and intelligent trend of module stacking
With the rapid development of the new energy industry, the requirements for battery pack production efficiency and quality are increasing. The application of automation and intelligent technology in module assembly has become a key means to improve production efficiency, reduce costs and ensure product quality.
Modern lithium ion battery pack assembly lines are usually equipped with high-precision automated equipment, such as automatic stacking machines, welding robots, and testing equipment, which can realize automated operations in the entire process from cell loading, stacking, welding to shaping. These devices can not only significantly improve production speed and consistency and reduce errors caused by human factors, but also integrate advanced sensors and control systems to monitor various parameters in the production process in real time, thereby achieving precise control and traceability of product quality.